
繞組制造技術展望
- 發布時間:??2021-07-13
- 分類:公司動態
- 作品聲明:內容由AI生成
- 來源:未知
過去,除了電動繞線機之外,大多數繞組都是手工制造的,勞動強度大,生產效率低,成本高。近年來,各國都在積極研究和改進。各種嵌線機、槽絕緣機、槽模插入機、端頭成型機、裝訂機、大中型電機線圈成型機、包帶機等。因為小型電動機已經用于生產。許多國家也出現了小型電機繞組制造的自動化生產線。

絕緣工藝也得到了極大的改善。女士將整理今天收集的一些內容,并與您分享。
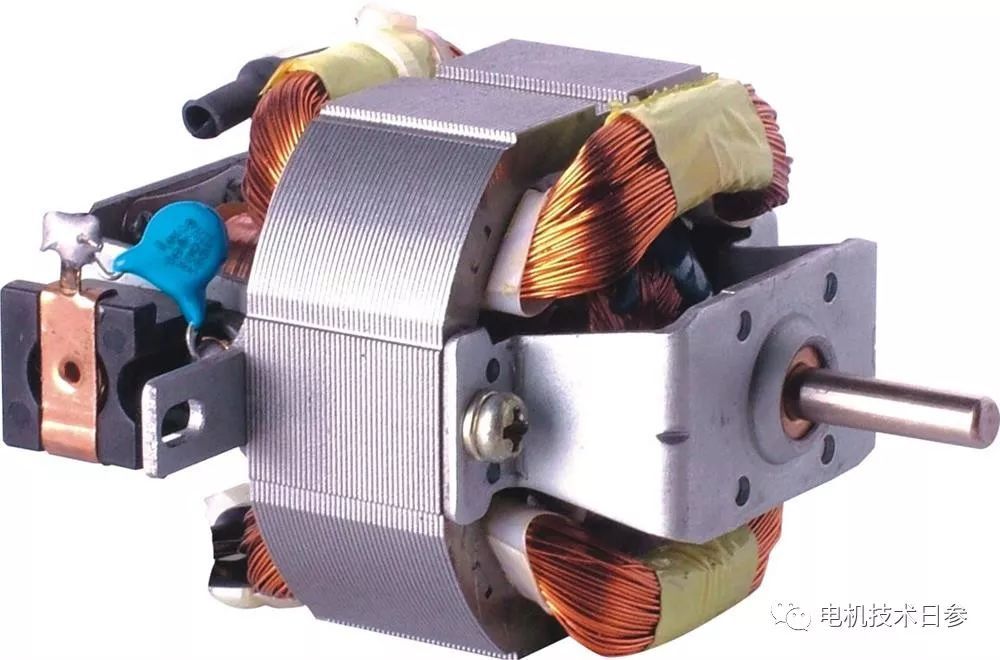
1線圈制造
在線圈制造中,繞線機的速度和自動化程度日益提高。國外自動繞線機高卷繞速度可達2500轉/分鐘,可同時卷繞兩種導線,可自動計數圈數和截線,自動纏繞絕緣帶,出現斷線或故障時自動停機。為了配合拉入式自動絞線機,將纏繞好的線圈改為單排,并相應改變纏繞模具的結構,這樣可以同時纏繞多組線圈,纏繞后可以直接將纏繞模具拉入定子槽中。
2槽絕緣和槽模加工
許多國家在槽絕緣和槽模加工中采用了自動加工和自動槽絕緣機,每秒可插入2~3個槽;投幣式成型機每秒插入一個投幣口。有些小電機采用自動線上生產的環氧粉末沉積罐絕緣,每臺電機只需6~8秒。
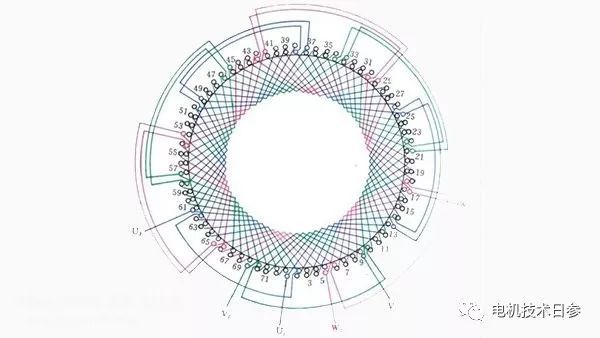
3繞組嵌入
近年來,牽引式定子自動嵌線機在繞組嵌線領域得到了發展。原本用于單層纏繞,現在可以用于雙層纏繞。比如有一種臥式雙工位自動嵌線機,定子鐵芯安裝在滑板上。在工位將下線圈拉入并插入層間絕緣后,滑板將定子鐵芯送至第二工位,將靠近拉入頭的繞組端部用成形模向外壓入喇叭口,然后返回工位拉入上線圈并插入槽模。

近年來,國內外仍在開發電磁沖擊嵌線機。它利用電容放電在定子線圈中產生大的脈沖電流。在電磁力的作用下,導線向槽底擠壓,線圈端部同時向外張開。通過適當控制電脈沖能量,導線拉伸后可以相互楔合,槽滿率可以提高到90%。這種方法適用于三相雙層繞組和單相主副繞組的嵌入,即先將下線圈或主繞組壓向槽底,再嵌入上線圈或副繞組。

繞組端部整形機械化:除了用電磁沖擊法成型外,還可以使用機械成型裝置,其中卷繞端用碗形模具覆蓋并延伸到外圍,內部設置橡膠充氣輪胎,充氣輪胎由壓機從兩端軸向加壓,充氣輪胎向外膨脹以將端部壓制成所需的尺寸和形狀。
繞組端部綁扎機械化:一臺外端裝訂機。鉛錐可以鏈式編織,每分鐘100針。有的在裝訂機上配有完整的程序控制裝置,可以按照預定的圖案進行多層裝訂;有的端頭自動捆扎機是用兩根針桿下降上升,兩根打結桿進退,這樣就可以同時將繞組兩端捆好。

4絕緣處理
在絕緣處理方面,近年來,各國從節約浸漬材料、縮短浸漬和干燥時間、努力提高絕緣質量、改善工作條件和環境衛生的綜合要求出發,對電機繞組絕緣處理技術進行了大量的研究和改革。
目前,小型電機的滴油工藝已經成熟并得到廣泛應用。此外,還有其他一些浸漬方法,一種是噴射浸漬法,即將電機定子安裝在一個特殊的轉子上
另一種是離心浸漬法。使用快干聚酯無溶劑漆。為了將樹脂浸入定子繞組中,
內部,用特殊夾具密封繞組端頭,并把鐵心夾住,以很高速度旋轉,使樹脂滲入定子槽內和繞組端部,并在受熱下快速固化,浸漬溫度為室溫或50~70℃。全部浸滿過程僅需5~8分鐘,由于強大的離心力能把全部氣泡排出,故填充密實,無縮孔。并可省去槽膜和相間絕緣。對于2千瓦以下電機,比真空浸漆經濟,大于2千瓦時,成本雖然節約不多,但勞動生產率有很大提高。還有一種漏斗澆注法。該法用于直流電樞繞組時,是將電樞直立,上套漏斗,注入需要的無溶劑樹脂漆。調節好硬化劑含量,作到樹脂一漏完,便開始在電樞內膠化。然后將電樞在水平位置轉動實現固化,以避免樹脂聚積在電樞一側,影響平衡。
5熱塑性繞組制造
熱塑性繞組制造工藝其特點是繞組采用帶有熱塑性涂層的自粘性漆包線,涂層厚約為0.023毫米。相絕緣、層間絕緣與相模亦分別涂上熱塑性涂層,厚約0.015毫米。在烘壓時,定子兩端及內孔均有加壓機構,將槽內導線壓緊。通電加熱后,漆包線及槽絕緣等的熱塑性涂層熔化,使繞組成為一整體。在冷卻前,并涂上一層聚酯涂料,使之具有防潮、防化學腐蝕作用,可用于5千瓦以下繞組絕緣。烘焙時間為10~45分鐘。據介紹這種工藝成本要比浸漆法節省8%,比滴浸法降低14%。
6高壓線圈絕緣改進
高壓線圈絕緣改進傾向于應用耐熱環氧代替一般環氧,F級絕緣膠的應用已取得重大進展。主要在于研制工藝性能良好的絕緣材料(貯存期長、工藝參數幅度大、加工性能好),采用烘焙固化新技術(如遠紅外線加熱等)。對于中型高壓電機,采用少膠粉云母帶連續式絕緣整體浸漆工藝,已成為世界性發展趨勢。
以上非官方發布內容,僅代表個人觀點。
熱門資訊:

請關注我們
江西電機
地址:上海市松江區莘磚公路399弄
座機: +86-021-6992-5088
傳真: +86-021-6992-5099
郵箱: 18717976220@163.com
Copyright ? 2020 江西電機?版權所有 網站圖片內容來源于網絡,如有侵權請聯系刪除。
滬ICP備16040912號-18